In high-precision aerospace, defense, and medical manufacturing, a coordinate measuring machine (CMM) is supposed to be the ultimate arbiter of quality. Instead, it routinely becomes the shop floor’s worst bottleneck. When a complex five-axis component finishes its machining cycle, production often grinds to a halt because the quality lab is stuck spending hours manually building, qualifying, and troubleshooting a new stylus configuration directly on the machine. Every hour your physical CMM sits waiting on manual probe calibration is an hour of lost inspection throughput — and on a contract with tight delivery windows, that hour compounds fast.
The Pain Point: The Calibration and Probe Crash Trap
Inspecting deep bores, specialized threads, undercuts, or tight geometric tolerances (GD&T) requires complex stylus builds — star configurations, heavy carbon fiber extensions, or articulating probe assemblies like the Zeiss RDS or Renishaw PH10. When operators try to assemble and program these clusters directly on the machine, they run into two real liabilities: extended physical machine downtime during lengthy qualification routines, and a real risk of a probe crash if the physical build deviates even a fraction of a millimeter from the programmer’s intent. A single damaged star stylus or probe head is not a small line item — replacement and requalification can sideline a CMM bay for days.
The Solution: Building the Probe Strategy Offline, Before Touching Hardware
Shops that don’t fight this bottleneck have simply moved the entire probe configuration step into an offline virtual environment using metrology engines like ZEISS CALYPSO Planner or Hexagon PC-DMIS CAD++ — before a single piece of hardware is touched.
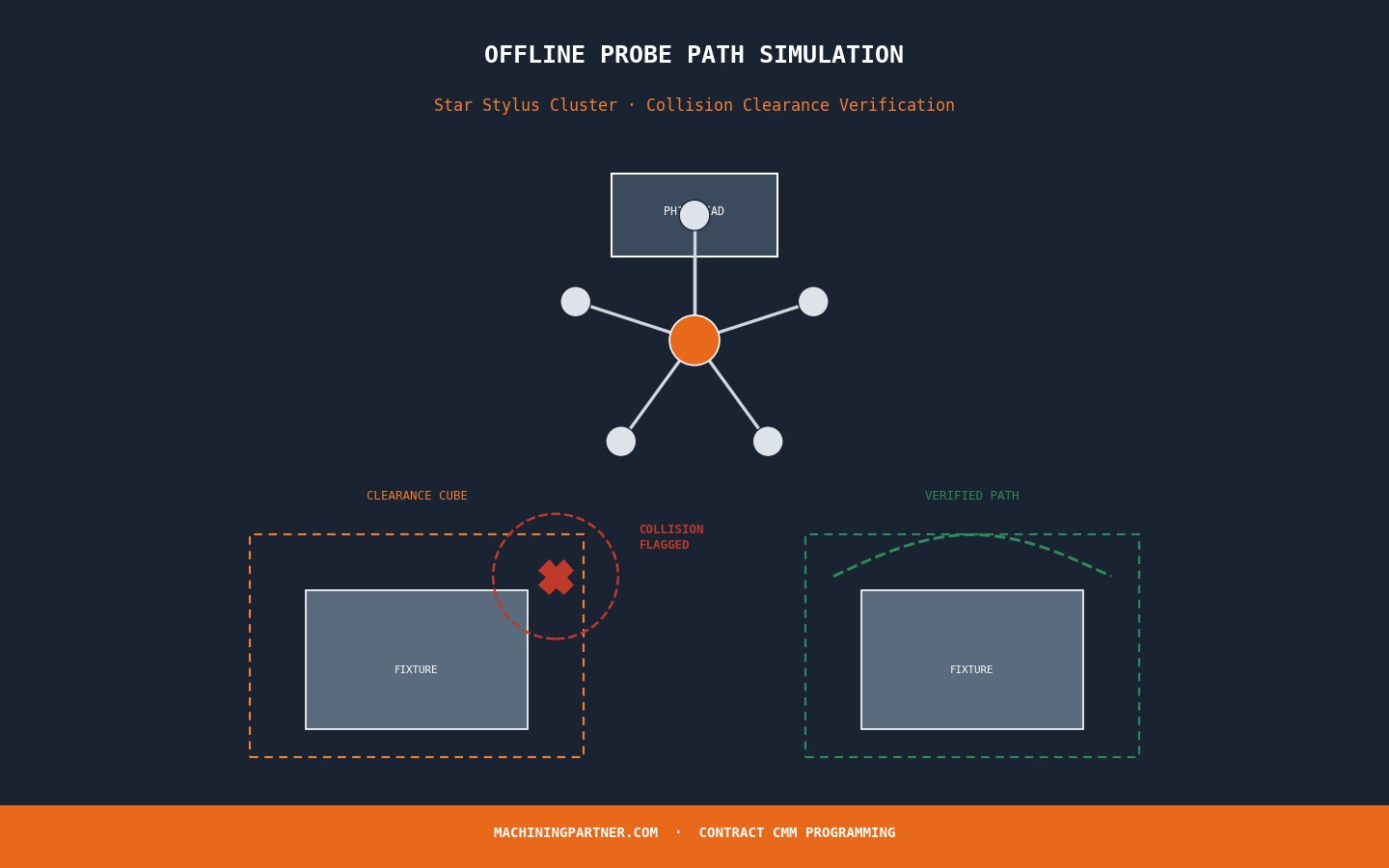
- Native Component Modeling: Rather than estimating extension lengths by hand, the offline programmer imports exact 3D CAD geometry for each stylus and extension directly from the manufacturer’s data. This carries the real mass, center of gravity, and deflection parameters into the simulation — not approximations.
- Automated Multi-Axis Clearance Checking: With the virtual probe built, the programmer runs full 3D clearance-cube sweeps and rotational index moves. If a star extension is on a trajectory to clip a clamp or tool rack during an automated index change, the simulation flags the collision digitally — before it has a chance to destroy a probe head worth thousands of dollars.
🚀 Clear Your Quality Lab Backlog: See how our turnkey Contract CMM Programming Services deliver production-ready, collision-verified inspection setups directly to your floor.
Delivering Plug-and-Play Metrology Execution
When probe modeling moves entirely out of the physical quality lab, floor personnel only need to assemble the cluster to match a visual setup sheet, run a quick master-position qualification, and hit cycle start. Your CMM stays focused on what it’s actually there to do: keeping your production spindles running and shipping verified parts out the door.