Multi-turret mill-turn machines — dual-spindle, sub-spindle, twin-turret platforms with independent B-axis control — exist to cut two operations at once. But that only pays off if the program actually synchronizes both channels. A surprising number of mill-turn programs either run one turret while the other sits idle, or get synchronized so conservatively that the machine never approaches its real cycle time potential.
The Pain Point: Synchronization Written for Safety, Not Speed
Programming two independently moving turrets around the same part without a collision is genuinely hard. The safe, common shortcut is to sequence operations so only one turret is ever cutting at a time — which is reliable, but throws away the entire reason the machine has two turrets in the first place. The alternative — poorly synchronized simultaneous motion — risks a turret-to-turret or turret-to-part collision that can take out tooling on both sides of the machine at once.
The Solution: Programs Built Around Both Channels From the Start
On-demand mill-turn programming treats both turrets as part of one synchronized process, not two separate programs running side by side.
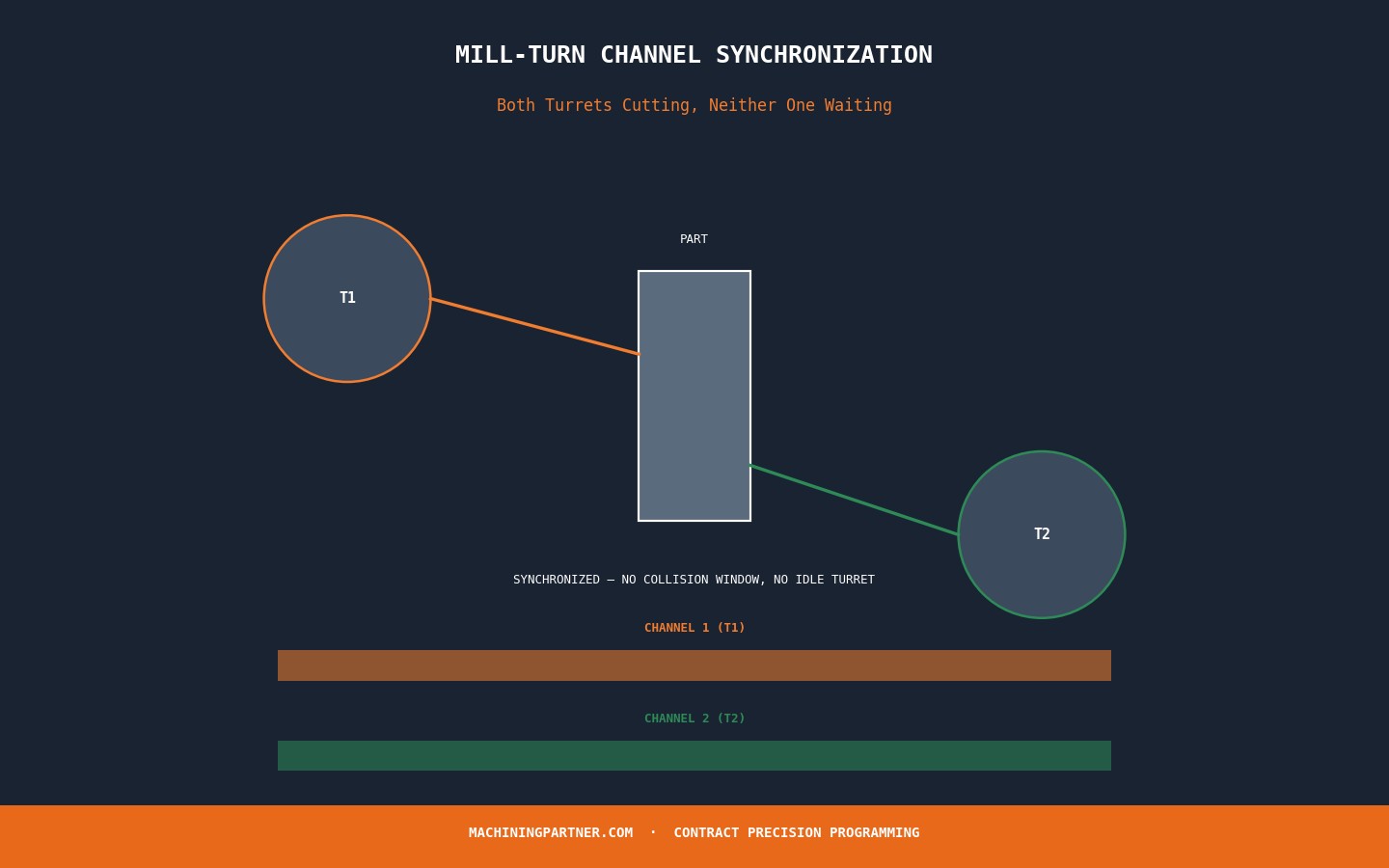
- Channel-Synchronized Cycle Design: Both turrets’ motion is mapped against each other from the start, so operations that can safely run concurrently actually do — cutting real cycle time instead of running it safe-but-slow.
- Machine-Specific Envelope Validation: Synchronized moves are checked against your specific machine’s turret travel envelope and minimum clearance distances, not generic assumptions.
- Sub-Spindle Transfer Handling: Part transfer between main and sub-spindle is sequenced to avoid dead time on either channel, keeping both turrets productive through the handoff.
⚙︙️ Get Both Turrets Earning Their Keep: See how our Contract CNC Programming Services deliver mill-turn programs synchronized for real simultaneous cycle time.
Stop Paying for a Second Turret You Don’t Use
A mill-turn machine with one turret idle half the cycle is an expensive single-spindle lathe. Programs that genuinely synchronize both channels are what make the second turret worth the capital investment.