Maximizing Quality Room Throughput: The Technical Case for Offline PC-DMIS Programming
New part numbers and engineering revisions introduce a predictable, high-stress crunch inside the precision quality lab. The first production run lands on the inspection staging cart the exact same day the final print clears engineering revision control. The glaring problem? The inspection program doesn’t exist yet.
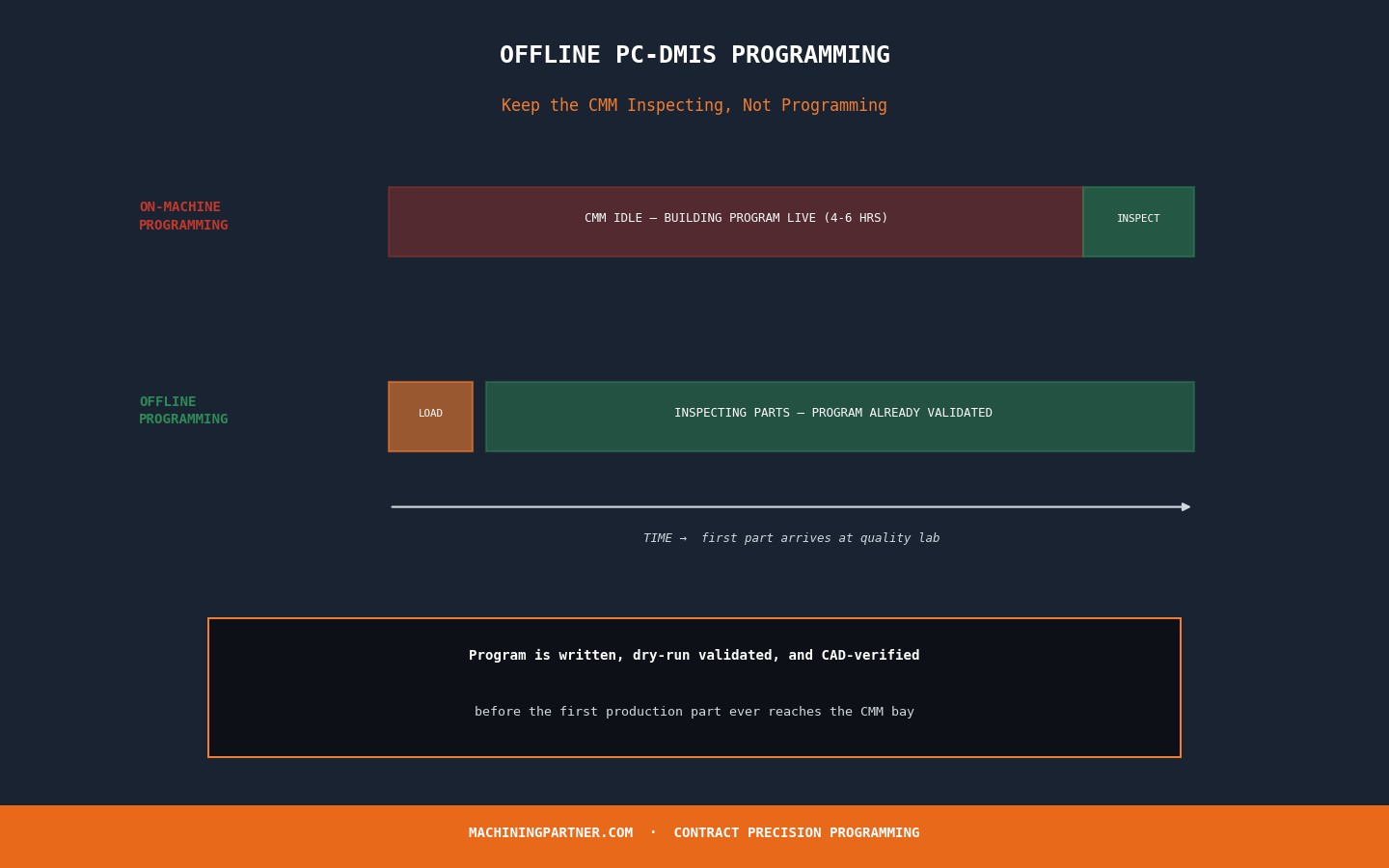
Consequently, the coordinate measuring machine (CMM)—the absolute most critical piece of equipment your entire facility relies on to release production batches and open up billing streams—spends its day functioning as an incredibly expensive programming workstation instead of an inspection engine. While your quality tech manually clicks through features on a pendant, high-value components queue up behind it, stalling shipping targets and choking cash flow.
The Pain Point: Programming Live While Production Waits
Building a complex PC-DMIS program directly on the physical machine means every manual alignment attempt, every vector point pick, every feature construction, and every single logical error happens in real time, on the clock. While the machine is locked in “teach mode,” it is completely unavailable to inspect the active parts running on the CNC spindles right outside the glass door.
On a typical high-mix launch day, this creates massive hidden financial leaks. A programming sequence for a complex aerospace housing or medical manifold can easily consume four to six hours of live machine time before a single verified dimension hits a layout sheet. If a design revision drops mid-build—a reality that happens more often than anyone likes to admit—the entire process grinds to a halt, vectors must be re-picked, and the clock resets to zero.
The Invisible Vulnerability: Teach-Mode Probe Collisions
When an operator programs live using the jog box, they are balancing print metrics, software sub-menus, and physical clearance constraints simultaneously. One accidental nudge of the joystick in rapid mode can drive an active multi-axis scanning probe straight into a raw iron fixture plate or high-density alignment pin. The resulting damage—bent styli, broken modules, and lost calibration matrix accuracy—can take your quality room offline for days while waiting for replacement hardware and an on-site calibration technician.
The Solution: Build and Validate the Program Before Parts Exist
None of this administrative or mechanical delay needs to occur on your shop floor. By moving the structural programming architecture completely offline, an outside technical specialist constructs the complete, end-to-end PC-DMIS routine utilizing the target 3D CAD model and a ballooned engineering print. Operating inside advanced CAD++ software environments, the code paths, tip vectors, and iterative alignments are fully mapped and virtually dry-run long before raw material ever meets a cutting tool.
Technical Advantages of the Offline CAD++ Strategy:
- Program Ready Before Parts Arrive: The entire inspection routine is written, debugged, and sitting on your centralized server or CMM controller waiting for the physical part. The moment the first workpiece leaves the machining cell, it drops straight onto the CMM bed.
- First Article Same-Day Validation: Because your internal quality technician doesn’t need to spend hours building datum alignments or writing output expressions from scratch, first article inspection (FAI) starts immediately, allowing production to scale up to full volume in minutes rather than shift-lengths.
- Revision-Safe Design Management: If engineering alters a bore diameter or shifts a bolt circle pattern, the offline program is updated against the new engineering CAD file. PC-DMIS automatically maps the existing features to the new geometric constraints, preserving your code integrity without touching the physical CMM.
Deep Technical Mechanics: How Offline Path Optimization Works
True high-efficiency CMM programming is rooted in advanced mathematics and kinematic path planning. When engineering a program from a native 3D solid model, an offline specialist focuses heavily on exact vector control. For every touch-trigger or continuous scanning point, the code must inject an exact surface vector ($I, J, K$) that is perfectly perpendicular to the material face.
If an operator programs a part manually without these exact vectors, “cosine error” creeps into the measurement dataset. The probe deflects at a slight angle, registering a false deviation that can trick your team into adjusting a perfectly stable CNC tool offset on the floor. Offline programming completely bypasses this issue by pulling exact vector math directly from the mathematical boundaries of the CAD geometry.
Iterative Alignment Engineering
Complex casting geometries, organic surface molds, and weldments lack clean, flat faces for standard 3-2-1 plane alignments. Offline programming excels here by leveraging PC-DMIS iterative alignment routines. The programmer pre-defines exact target vectors across diverse complex features in the digital space. When the real part hits the bed, the machine executes an automated locating loop, finding the precise global orientation of the component smoothly, without manual operator intervention.
| Programming Variable | On-Machine (Live) Approach | Offline (CAD++) Approach |
|---|---|---|
| CMM Spindle Utilization | 0% (Machine is completely frozen during code creation) | 100% (Machine continuously measures active production) |
| Vector Math Accuracy | Estimated via manual point-picking on rough parts | Perfect $I,J,K$ vectors pulled from native CAD faces |
| Clearance Move Security | Manual entry; highly prone to human input error | Software-simulated 3D safety envelopes and paths |
| GD&T Logic Validation | Constructed live under extreme time pressure | Thoroughly audited against the design print specs |
📊 Stop Losing Inspection Capacity to Programming Time: Discover how our specialized, outsourced Contract CMM Programming Services deliver high-density, error-free PC-DMIS programs designed to run flawlessly the moment your parts touch the quality room floor.
Defending Your Internal Quality Metrics
Outsourcing your primary script generation to an off-site technical expert does not require changing your internal operational workflows. We operate strictly as an extension of your existing engineering team, structuring code that seamlessly integrates with your layout templates, data export preferences, and internal quality tracking processes.
By delivering pre-verified, collision-free code routines, we protect your metrology team from the intense pressure of “live programming under fire.” This allows your in-house quality personnel to focus entirely on machine setups, tip qualification, and processing parts through the inspection cell with complete peace of mind.
Your CMM Should Be Inspecting, Not Programming
Every single hour your coordinate measuring machine spends building an inspection script from scratch is a permanent loss of throughput that your shop floor cannot recover. Moving your complex layout development entirely offline transforms your quality lab into a proactive asset, maximizing your hardware investment and keeping your delivery pipelines moving smoothly.

